項目名稱:鋼廠軋機升級改造解決方案:API激光跟蹤儀 |

|
|
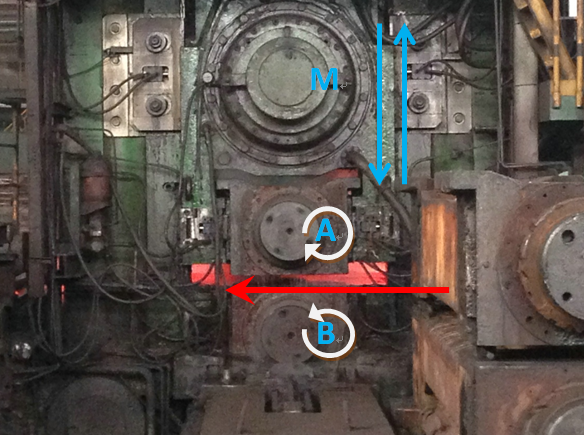
從煉鋼車間加工出來的鋼錠或鋼坯還只能算作是半成品,必須經過軋機的軋制才能成為符合質量要求以及形狀要求的合格成品。 如右圖所示,在煉鋼車間煉制完畢的鋼錠或鋼坯經由傳輸裝置傳送至軋機處進行軋制。 鋼錠沿紅色箭頭所示方向通過軋機,與此同時,軸承M提供并控制下壓力量,軋輥A和軋輥B配合旋轉,將通過的鋼錠軋制成為所需的鋼板形狀。整個軋制過程需要經過八組軋輥,軋制由粗到細,后面成為合格的鋼板產品。 |
|
|
客戶需求 |
確保軋機的工作狀態優良,高效、穩定的生產出高質量產品。 |
|
客戶遇到的問題 |
1)由于長時間受力,軋輥與軋輥支撐座之間的位置關系有可能發生變化,而軋輥位置的變化(傾斜)則會直接導致加工出來的鋼板的形狀發生變化,可能出現“左高右低”、“前高后低”等等類似的狀況。 2)長時間的使用同樣會導致軋輥表面平整度的下降,出現“凹進”或“凸起”的情況,而這將導致加工出來的鋼板表面凹凸不平。工程師們需要通過實施調整軋輥和軋輥座之間的位置關系以及修補軋輥表面的措施來解決這兩個問題。 |

|

|
上海市浦東外高橋保稅區美約路81號5號樓311
amy@labgages.com
021-50473900



 聯系我們
聯系我們 English
English 簡體中文
簡體中文

